Технические статьи
Данный раздел содержит информационные статьи, созданные техническими специалистами компании ООО «Электропривод». Успешно работая на рынке с 2002 года, мы всегда уделяли приоритетное внимание всесторонней технической поддержке наших заказчиков. Наш технический отдел всегда готов провести подрбную техническую консультацию и ответить на все интересующие вас вопросы. Будем рады помочь вам разобраться во всех технических нюансах моделей сервоприводов и серводвигателей.
Cоветы по применению сервосистем
Для успешного применения сервопривода необходимо внимание к деталям, начиная с уровня системы до отдельных узлов. Некоторые полезные советы и практические рекомендации могут облегчить эту работу.
Высокая динамика сервоперемещения отвечает требованиям самых разнообразных приложений, например шлифовальных станков с ЧПУ. На фото показана шлифовка внутренней/внешней поверхности головки цилиндра для топливного насоса дизеля, которая производится с помощью цифрового интеллектуального сервопривода от Rexroth. (Фото любезно предоставлено Bosch Rexroth Corp.).
Электрические сервосистемы обеспечивают наиболее совершённое и точное управление перемещением, находящее все более разнообразное применение в промышленных приложениях. Преимущество сервомеханизмов состоит в двух особых режимах работы: быстром поточечном перемещении нагрузки и плавном, точном управлении траекторией между точками, как при контурной обработке поверхности.
Одной из характерных особенностей такой зрелой технологии, как сервоперемещение является целый набор предпочтительных подходов к проектированию и сформированные на их основе рекомендации по применению, которые могут служить ценными советами по выполнению пользователями своих специфических проектов. Такие «советы» включают как практические правила (для инерционной нагрузки, правильного заземления/экранирования и охлаждения двигателя), так и сложные алгоритмы настройки сервопривода. Несколько советов касаются последней из упомянутых областей, поскольку для достижения высокой точности и динамических характеристик сервосистемы перемещения должны быть хорошо отрегулированы.
Для создания удачных сервосистем перемещения помимо хороших технических знаний необходима некоторая доля «искусства» применения. Поэтому логично начать с общего взгляда на систему.
Приобретайте оборудование в системе
Джордж Эллис, главный инженер по вопросам сервотехнологии в Danaher Motion, утверждает, что приобретение контроллера перемещения, привода и серводвигателя, которые сконструированы для совместной работы, т.е. в системе, поможет избежать многочисленных проблем, связанных с монтажом электропроводки, конфигурированием и обеспечением связи. Одна из сложностей использования комплектующих от различных поставщиков связана с соединительными проводами, которые могут по-разному подключаться к двигателю, клеммам привода и к устройствам обратной связи (энкодерам, угловым датчикам, датчикам Холла и т.д.). «Поменяйте местами два провода, и двигатель может заклинить или начнётся его неконтролируемое вращение, — говорит Эллис. — Если неверно установить один из параметров конфигурации в приводе или контроллере, то в результате вся система будет работать плохо без всякой видимой причины». Совместимость программ установки и регулировки также говорит в пользу приобретения двигателя и привода у одного поставщика.
Несмотря на то, что в отдельных случаях приобретение комплектующих у разных поставщиков приемлемо, результаты опроса по серводвигателям, проведённого Control Engineering, также подтверждают предпочтительность системного подхода. В последнем опросе (CE Россия, 2006, № 6, с. 38–43) 71% респондентов высказались в пользу приобретения согласованных сервоприводов и двигателей против 12%, которые высказались за приобретение отдельных устройств. «Когда вы приобретаете сервоустройства в виде системы, ваша сервосистема будет запущена быстрее и будет работать лучше», — добавляет к сказанному Эллис.
Регулировка — ключевой вопрос
«Регулировка — это процесс установки различных коэффициентов усиления (обычно от трёх до пяти) с целью получения быстрого, стабильного отклика без избыточных помех», — продолжает Эллис. Регулировка сервосистем, однако, может быть затруднена в большей мере из-за незнакомых принципов, чем вследствие своей сложности. «Старайтесь избегать регулировки с помощью метода проб и ошибок, когда коэффициент усиления увеличивается или снижается для получения хорошего отклика», — советует он. Без плана регулировки процесс наладки может выйти из-под контроля. «Поставщик сервомеханизмов может предоставить потребителю технологию регулировки своей продукции, таким образом отпадает необходимость в специалистах высокой квалификации в области теории управления», — утверждает Эллис.
Джон Мазуркевич, менеджер по серво-продукции в компании Baldor Electric Co., отмечает, что современные элементы сервоуправления позволяют осуществлять ручную или автоматическую регулировку. Несмотря на то, что это требует больше времени, опытные инженеры обычно проводят регулировку вручную. Для выполнения автоматической регулировки он предлагает сначала провести испытания на холостом ходу, затем, когда пользователь познакомится с управлением, характером и местоположением нагрузки, провести регулировку с нагрузкой. «Обычно элементы управления автоматически настраивают контуры тока и скорости. Однако элементы управления Baldor являются уникальными, поскольку они настраивают также и контур положения, что ещё более упрощает установку. Обычно полная автоматическая регулировка легко проводится за 10 минут», — утверждает Мазуркевич.
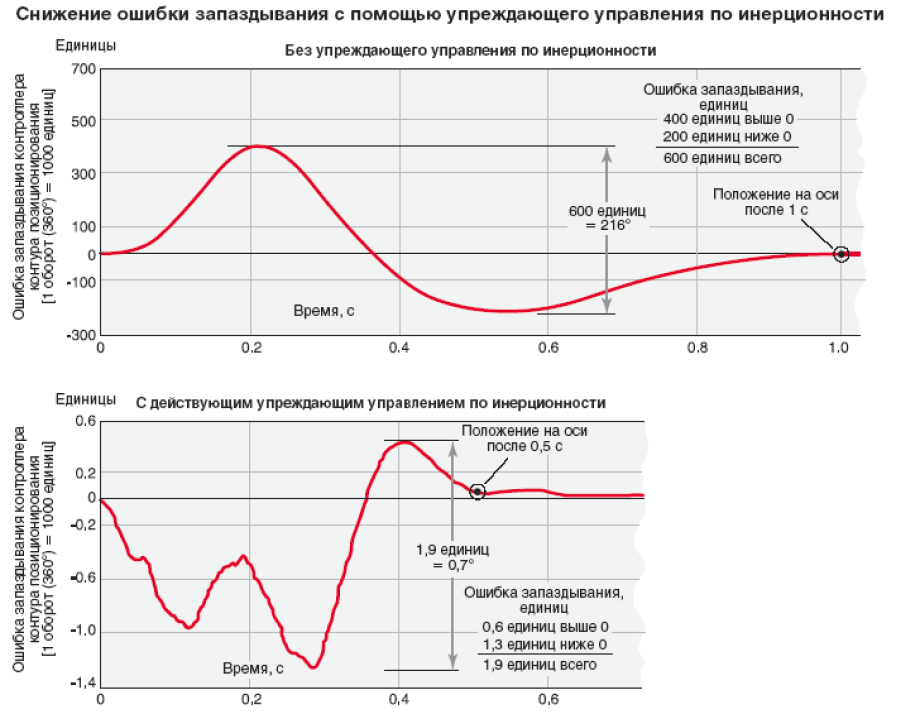
Упреждающее управление
Для обеспечения точного ускорения и позиционирования высокоинерционных нагрузок в B&R Industrial Automation Corp. предлагают обратиться к упреждающему управлению по току, если сервоприложение работает только с ПИД-регулировани-ем и трудно поддаётся настройке. Наличие механически мягкого привода трансмиссии (например, с приводными ремнями или длинными тонкими валами), а также большого люфта, значительного трения, нависающих грузов, нагрузок на механических рессорах также предполагает использование этого метода регулировки, известного как регулировка упреждающего управления по инерционности (IFF).
«Вместо того, чтобы создавать требуемый крутящий момент с помощью контура ПИД-регулирования, метод упреждающего управления по току позволяет рассчитывать соответствующие значения тока (крутящего момента) в самом приводе, — отмечает Маркус Зандхeфнер, специалист по вопросам управления перемещением в B&R Industrial Automation. — Для того, чтобы расчёты упреждающего управления по току были эффективными, их необходимо выполнять в режиме реального времени внутри привода. Во время упреждающего управления по току ПИД-регулирование остаётся активным, однако нет необходимости настраивать его слишком жёстко для достижения максимальной точности».
В полном объёме используйте инструменты регулировки
«Существует широкий спектр методов регулировки. Однако изготовители механических станков часто загружают в сервоконтроллеры только значения параметров по умолчанию без регулировки», — отмечает Поль Вебстер, менеджер по сервопродукции в GE Fanuc Automation Inc. Станок может работать хорошо, и ничего больше не делается. «Установочные параметры сервосистмы по умолчанию предназначены для того, чтобы добиться основных эксплуатационных характеристик в общем случае. Простое выполнение базовой серворегулировки может привести к значительному повышению производительности механизма», — отмечает Вебстер.
Помимо параметров по умолчанию можно задать исходные параметры для обеспечения высокой точности (и высокой скорости) с помощью «одноразовой функции». Утверждается, что это легко выполнить для контроллеров начального уровня Series 0i-C от компании Fanuc или с помощью программы на основе Servo Guide PC для более совершённой серии компьютерных ЧПУ от Fanuc. Далее Вебстер поясняет, что следующим важным этапом регулировки с целью совершенствования характеристик работы сервомеханизмов является установка усиления по скорости и резонансных режекторных фильтров с использованием диаграммы Боде. Помогают также такие программы регулировки как Servo Guide.
Устойчивость сервосистемы оценивается с помощью диаграммы Боде посредством анализа частотной характеристики контура управления относительно величины коэффициента усиления (измеряется в дБ) и фазового сдвига (в град.). К важным результатам Вебстер относит максимально широкую полосу пропускания (при почти постоянном коэффициенте усиления относительно частоты) на уровне 10 дБ и уменьшение частоты запаса по усилению на уровне — 20 дБ. Регулировка фильтра эффективна для подавления резонанса, когда на графике Боде удаляются положительные пики, а частотный спад поддерживается на уровне ниже — 10 дБ.
Чтобы добиться наилучшей работы сервосистемы, GE Fanuc предусматривает функции усовершенствованной регулировки своего ЧПУ. По словам Вебстера, простые наглядные навигаторы регулировки помогают пользователям переходить от этапа к этапу. Заслуживает внимания функция динамического обучения, которая автоматически уменьшает вылет квадранта (или холостой ход) в приложениях обработки с применением ЧПУ. Вылет квадранта (QP) складывается из свободного хода вследствие физического зазора между деталями механизма и «упругости» системы, также известной под названием скручивание. Два разных компонента холостого хода объединяются и работают как системная задержка, вызывая эффект QP на круговой диаграмме (см. рисунок «Процесс обучения при вылете квадранта»).
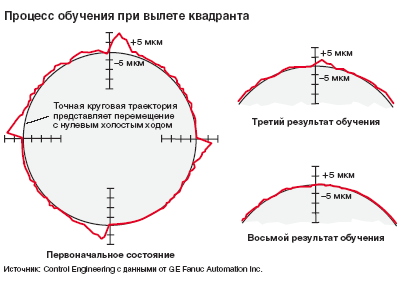
Усовершенствованная регулировка ЧПУ в GE Fanuc включает функцию поэтапного обучения с целью сокращения холостого хода механизма. При операциях контурной обработки по двум координатам, как показано на рисунке, первоначальное значение холостого хода (вылет квадранта) ±5 мкм фактически устраняется на восьмом шаге обучения.
«Функция, которую мы используем для устранения вылета квадранта, называется «Ускорение холостого хода». Она заключается в регулировке величины холостого хода и корректировке управления скоростью для факторов холостого хода",- отмечает Вебстер. Динамическая регулировка представляет собой поэтапную последовательность и производится до тех пор, пока пользователь или приложение не будут удовлетворены точностью траектории движения. «Однажды запущенный процесс обучения продолжает работать автоматически в том смысле, что ЧПУ учится на своих «ошибках», — добавляет к сказанному Вебстер.

В этой трубогибочной установке, производимой в Unison TJP Electronics Ltd. (Великобритания), синхронизация перемещения 15 осей производится с помощью программы NextMove е 100 от Baldor. Установка выполняет параллельно несколько операций по гибке труб. Каждая гибочная головка приводится в движение бесколлекторным серводвигателем и сервоприводом BSM Series от компании Baldor.
Не забывайте об инерционности нагрузки
Отношение инерционности нагрузки к инерционности двигателя заслуживает отдельного рассмотрения. На практике существуют различные правила выбора соотношения инерционности нагрузки и двигателя. В Baldor Electric, например, рекомендуют соотношение соответственно 10:1 (или меньше). «Можно встретить предложения, где указывается и более высокое соотношение, однако суть заключается в том, чтобы ограничить величину „рассогласования инерционности“ для упрощения регулировки», - говорит Мазуркевич.
В Bosch Rexroth Corp. также предлагают проверять величину инерционности «приводимой в движение нагрузки». Как поясняет Брайан Ван Лаар, старший инженер по прикладным вопросам в Bosch Rexroth, при высоких значениях инерционности нагрузки по сравнению с инерционностью ротора двигателя становится очень сложно производить быстрое изменение скорости и местоположения нагрузки. «В некоторых случаях, - продолжает он, - нагрузка может приводить в движение двигатель во время торможения, что вызовет перерегулирование и длительное время восстановления». В компании рекомендуют следующие «хорошие стандарты» на случай рассогласования инерционности: < 2:1 для быстрого позиционирования, < 5:1 для умеренных требований к позиционированию и < 10:1 для быстрого изменения скорости.
Одним из способов снижения рассогласования инерционности, который предлагает Мазуркевич, является увеличение передаточного отношения или шага резьбы винтовой пары, если это можно сделать. В результате снижается величина инерционности нагрузки, что сказывается на работе двигателя. Необходимо одновременно выбрать оптимальное передаточное соотношение, шаг винтовой резьбы и двигатель, нельзя также забывать о габаритах двигателя.
С другой стороны, можно приспособиться к значительно более высокому отношению инерционности с помощью надлежащей регулировки. Так, например, в Baldor упоминают случай, когда регулировка сервосистемы упаковочной машины с показателем рассогласования инерционности 144:1 проводилась вручную. Однако для того, чтобы настройка полностью удовлетворяла заказчика, потребовалось шесть часов. При высоких значениях рассогласования инерционности можно ожидать ослабления отклика.
Обратите внимание на двигатель
Мазуркевич из компании Baldor перечисляет несколько распространённых советов, которые он нашёл в руководствах по установке сервосистем:
Причиной того, что двигатель не развивает заданную скорость, является недостаточное напряжение. Выбирайте двигатель как минимум с 10% «запасом» по напряжению для того, чтобы справиться с его отключением при снижении питающего напряжения; измеряйте напряжение непосредственно на самом двигателе.

Утверждают, что сервопривод Kollmorgen S200 и серводвигатель AKM (плюс принадлежности) от Danaher Motion представляют собой законченную сервосистему, которая легка в применении и оптимизирована для специфических требований приложения.
Причина недостаточного крутящего момента, возможно, состоит в том, что была недооценена нагрузка (выбранный двигатель оказался слишком мал) или произошло размагничивание магнита (при использовании ферритовых магнитов). Размагничивание легко обнаружить с помощью вольтметра или осциллографа. Измерьте напряжение, когда двигатель работает на тестовой скорости, затем с помощью другого двигателя заставьте его вращаться с той же скоростью в другом направлении. Если выходное напряжение отличается, испытываемый двигатель размагничен. Повторное намагничивание должно проводиться производителем двигателя, однако следует найти и устранить причины размагничивания для того, чтобы оно впредь не повторялось.
Перегрев серводвигателей вызывается их перегруженностью, что свидетельствует о том, что размеры двигателя недостаточны для этого приложения, или о пульсациях тока (необходимо проверить с помощью осциллографа). «Пульсации могут быть вызваны неправильной настройкой или ненадлежащей регулировкой устройств обратной связи», — отмечает Мазуркевич. Он предостерегает, что недопустимо «измерять» температуру устройства, прикасаясь к нему рукой. Корпус серводвигателя будет иметь температуру 100–125 °C!.
Позаботьтесь об устройствах обратной связи двигателя
У датчиков угла необходимо контролировать сопротивление с помощью омметра, проверяя как клеммы, так и соединительный кабель. Для энкодеров используйте источник питания 5 В и осциллограф для проверки каналов A и B на наличие прямоугольных колебаний 5 В, измеряемых между сигналами ±A и ±B. Не свёртывайте в кольцо кабель обратной связи.
В некоторых устройствах управления двигателем предлагается альтернативный способ проверки устройств обратной связи. Так, например, приводы Series II от Baldor включают функцию «запуск определения неисправности обратной связи» для выявления отсутствия компонентов сигнала и определения «повреждения».
Холодный двигатель = наилучшие рабочие характеристики
Вырабатываемая внутри теплота отрицательно воздействует на любой двигатель. Однако безредукторные электродвигатели (роторные и линейные) также становятся источниками тепла, что вследствие их физической интеграции в структуру отрицательно влияет на точность станков, которые они обслуживают. В результате безредукторные электродвигатели (DDM) в целях оптимального регулирования нагревания в большинстве случаев имеют жидкостное охлаждение. Наиболее часто DDM используются в скоростных металлорежущих станках, включая устройства лазерного типа, в деревообрабатывающем оборудовании и в системах портальных штабелеукладчиков.
Используйте надлежащее заземление и экранирование для защиты от воздействия электромагнитных помех
Электромагнитные помехи (EMI) вызывают нежелательный шум и неустойчивое перемещение. В Danaher Motion предлагают такие эффективные способы борьбы с EMI, как использование надежно экранированного кабеля, дополнительные дроссели для помех общего вида в длинных соединительных линиях и разделение электрических сигналов и сигналов обратной связи. Все это позволит избежать проблем, связанных с EMI. В Danaher имеется «Перечень контрольных вопросов по шумам», в котором описываются восемь простых способов решения проблем, связанных с EMI. Эти способы не зависят от поставщика комплектующих сервосистем. В Bosch Rexroth также считают, что хорошее экранирование и заземление имеет все возрастающее значение при работе с такими устройствами с более высокой частотой переключения, как IGBT, которые используются в сервоприводах. «Если говорить о динамике и способности к реагированию, в сервоуправлении более высокая частота предпочтительна, однако она также может быть источником более интенсивного электрического шума, — отмечает Юнг Чон, старший специалист по прикладным вопросам. — Однако изготовители станков и пользователи обязаны соблюдать рекомендации по экранированию и заземлению, разработанные производителями сервосистем, для того, чтобы обеспечить их безотказную работу».
Карл Рапп, руководитель отделения автоматизации и станочных систем в Bosch Rexroth, рекомендует уделять пристальное внимание выбору мощности охлаждающих агрегатов для ряда установленных электродвигателей, их расположению на станке, относительной нагрузке и температуре (минимальной/максимальной и температуре окружающей среды). Перепад давления охладителя — это основной фактор, на который оказывают влияние местоположение (высота) двигателя относительно насоса, диаметр и длина трубопровода охлаждающей системы. «В случае, если работают несколько двигателей, необходимо использовать разветвленную магистраль для надлежащего охлаждения каждого двигателя, — отмечает Рапп, — необходимо также замерять поток на выходе охладителя у каждого двигателя с помощью датчиков».
Рекомендуется использовать охладители на основе воды или масла, однако это не должна быть водопроводная, техническая вода, или жидкость, использующаяся при машинной резке. Химический состав таких жидкостей может привести к закупорке потока охлаждающей жидкости и перегреву двигателя и в итоге к остановке станка и производственного процесса. «Для того, чтобы избежать химической эрозии и протечек, необходимо ежемесячно проверять показатели рН охлаждающей жидкости», — отмечает Рапп. Он также добавляет к сказанному, что автоматический контроль и проверка охлаждающей системы стали намного проще и доступнее благодаря использованию стандартных датчиков температуры, потока, давления и pH.
Для большого числа осей используйте децентрализацию
По мере того, как на станке увеличивается количество осей, возникает необходимость нахождения компромиссного соотношения между желательной производительностью, точностью и гибкостью, с одной стороны, и вычислительной мощностью контроллера перемещений, с другой. В B&R Industrial Automation рекомендуют для определенных приложений с несколькими осями применять распределенное управление движением. Это облегчает обработку данных и связь между сервоприводами и контроллером перемещений. Области применения включают печатные, упаковочные и расфасовочные машины, а также сборочные линии.
Распределенное управление движением (DMC) отличается от централизованного подхода, при котором используется стандартный контроллер, например, для станка с 8 или 16 координатными осями. Если для расширения функций станка требуется 10 или 18 осей соответственно, то в этом случае приходится использовать второй контроллер. «На самом деле благодаря DMC отпадает необходимость в централизованном контроллере перемещений или в ЦПУ, поскольку все быстрые расчеты перемещения выполняются локально внутри привода, — говорит Зандхeфнер из B&R. — Отпадает также необходимость в точной синхронизации контроллеров перемещения, намного упрощается монтаж электропроводки». Логические и системные функции ввода/вывода, однако, остаются у основного контроллера.
Как поясняет Зандхeфнер, с помощью DMC осуществляется передача положения главного контроллера по скоростной сети реального времени (такой как Ethernet Power-link), что позволяет каждому приводу одновременно вычислять свое положение в зависимости от «внутреннего шаблона привода». Далее положение каждого ведомого привода обрабатывается в режиме реального времени как новая уставка для контура управления положением, также замкнутого внутри привода. «В результате этого управление перемещением больше не зависит от количества координатных осей, установленных на станке, даже в том случае, когда при полном объеме производства на участке пользователь добавляет блок с новой опцией» — говорит Зандхeфнер.
И последний совет: не пропускайте литературу и web-сайты производителей, представляющие полезные источники информации по применению сервоперемещения.